Наиболее простой способ - непосредственная установка фрезы на шпинделе с зажимом ее гайкой. Направление резьбы должно быть противоположно направлению вращения шпинделя.
Для установки концевых фрез на шпиндель используют патроны. Затылованные фрезы закрепляют хвостовиком в цанговом патроне. Однорезцовые незатылованные фрезы закрепляют в специальных патронах винтом.
При непосредственной посадке на шпиндель (рис. а) фреза 3 упирается в буртик шпинделя 7 и зажимается гайкой 5. Для изменения положения фрезы по высоте используют простановочные кольца 2, прокладки или шайбы 4.
Если диаметр посадочного отверстия больше диаметра шпинделя, применяют посадку на шпиндель через втулку (рис. б). Фрезу сначала закрепляют на втулке 1 гайкой 2, а затем втулку устанавливают на шпиндель и крепят затяжной гайкой.
В случае, когда шпиндель не имеет резьбы для крепления фрезы, используют цанговую оправку (рис. в). Оправка имеет внутреннюю конусную разрезную 1 и наружную 2 втулки. Фрезу устанавливают на наружную втулку и крепят гайкой. Затем оправку с инструментом устанавливают на шпиндель и закрепляют, вращая верхнюю затяжную гайку. При этом наружная втулка смещается по внутренней конической, в результате чего ее разрезная часть плотно охватывает шпиндель.
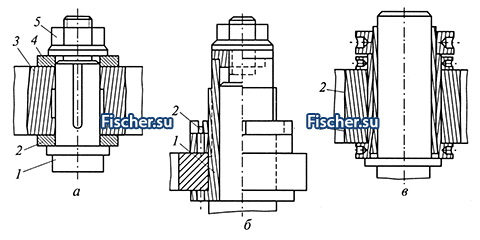
Способы крепления фрезерного режущего инструмента на шпинделях станков:
a - непосредственной посадкой; б - посадкой через проходную втулку; в - цанговой оправкой
Если шпиндель станка не имеет осевого регулировочного перемещения, фреза может крепиться в установочной головке, снабженной устройством для регулирования положения фрезы относительно рабочей поверхности стола (рис. г). Положение головки 2 с фрезой регулируют при ослабленной внутренней втулке вращением винта 1, который упирается в торец шпинделя.
Распространено стандартное крепление (рис. д) ножевой головки на горизонтальном шпинделе двумя короткими конусными цангами 3, зажимаемыми гайками 1. Штифты 4 в корпусе головки входят в прорези цанг, предотвращая их поворот. Направляющий винт 2 при ввинчивании входит в шпоночный паз шпинделя и служит для фиксирования головки и увеличения надежности передачи крутящего момента.
В зарубежных моделях станков получили распространение гидропластмассовые устройства для закрепления фрез на шпинделях (рис. е). Тонкостенная втулка 2 запрессована в корпус фрезы 3. Внутренняя поверхность втулки одновременно является центрирующей и зажимающей. В полость между втулкой и фрезой под давлением нагнетается гидропластмасса 4. Давление создают вращением винта-плунжера 5. Для открепления фрезы давление в полости уменьшают, вывинчивая винт 6. Крепление обеспечивает повышенную точность центрирования фрезы на шпинделе 1.
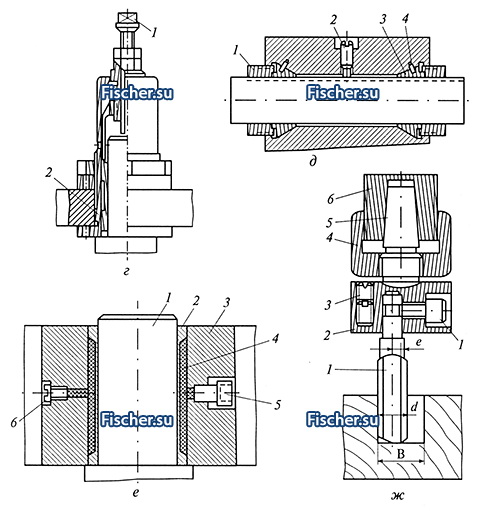
Способы крепления фрезерного режущего инструмента на шпинделях станков:
г - в установочной головке; д - двумя короткими конусными цангами; е - гидропластмассовым устройством; ж - в специальном эксцентричном патроне
Концевые фрезы затылованные крепят в цанговых патронах, незатылованные - в специальных патронах с эксцентриситетом е оси отверстия под инструмент относительно оси хвостовика патрона (рис. ж). Фреза 2 удерживается в корпусе патрона 3 винтом 1. Хвостовик 5 патрона устанавливают в конусное отверстие шпинделя 6 и затягивают гайкой 4. В корпусе патрона имеется шесть отверстий для ввинчивания балансировочных винтов.
Автор: доктор технических наук, профессор В.В. Амалицкий
Лидеры продаж:

Патрон цанговый JSO HSK 63 F