




 Наша компания осуществляет заточку, диагностику, балансировку и ремонт режущего инструмента. У нас можно заточить как дереворежущий, так и металлорежущий инструмент:
Наша компания осуществляет заточку, диагностику, балансировку и ремонт режущего инструмента. У нас можно заточить как дереворежущий, так и металлорежущий инструмент:
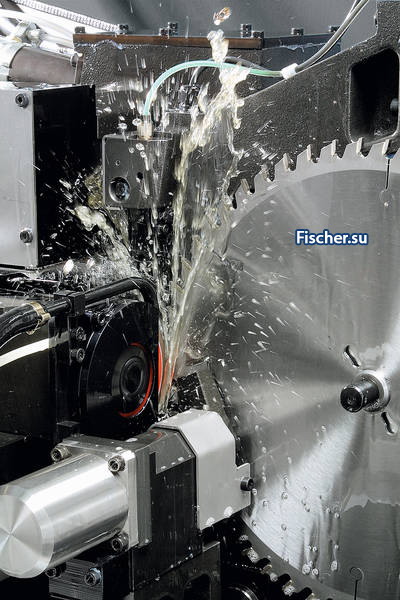
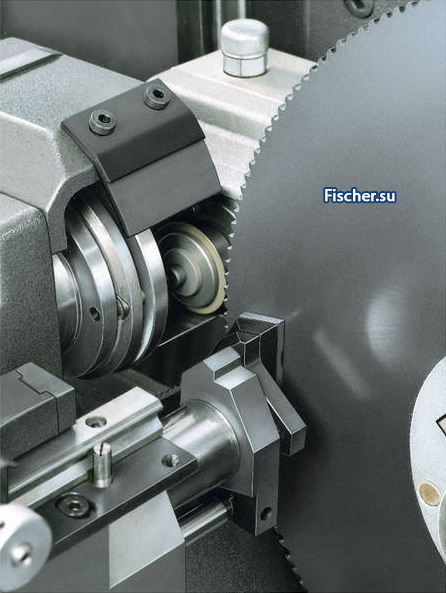 Заточка дисковых пил производится на заточном оборудовании и автоматических заточных станках концерна Vollmer (Германия) с охлаждающей жидкостью по всем режущим граням (формирование геометрии зубьев пилы целиком) так, как это происходит на заводе при её изготовлении. То есть, к примеру, у нас имеется возможность переточить дисковую пилу по дереву (с переменно-скошенной формой зубьев) в пильный диск для раскроя ДСП, где требуется чередование "трапеция-прямой", с одновременным изменением формы затылка зубьев диска пилы.
Заточка дисковых пил производится на заточном оборудовании и автоматических заточных станках концерна Vollmer (Германия) с охлаждающей жидкостью по всем режущим граням (формирование геометрии зубьев пилы целиком) так, как это происходит на заводе при её изготовлении. То есть, к примеру, у нас имеется возможность переточить дисковую пилу по дереву (с переменно-скошенной формой зубьев) в пильный диск для раскроя ДСП, где требуется чередование "трапеция-прямой", с одновременным изменением формы затылка зубьев диска пилы.
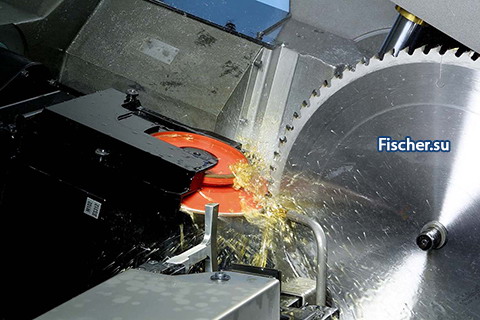
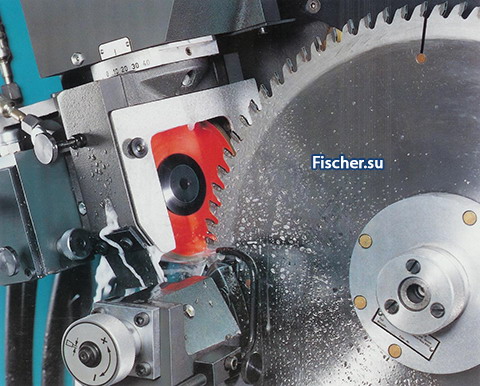
Правильно заточенная пила имеет равномерную зеркальную поверхность передней грани, которую невозможно получить при сухом точении. Если Вам озвучивают где-либо низкую стомость заточки одного зуба пилы, то скорее всего её точат только по переду (что уменьшает время заточки в 2 раза и сокращает ресурс переточки пилы в 3 раза) и/или без охлаждения с визуальной регулировкой съема на ручном заточном станке (что означает заточку по фактическим углам наклона режущих граней пилы, которые изменяются в процессе её работы, а не заданию их на компьютере блока управления автоматического заточного станка такими, какими они были изначально на заводе).



Наша компания заботится о качестве сервисных услуг.
Квалифицированные сотрудники сервис-центра восстановят Ваш инструмент в кратчайшие сроки.
Знаете ли Вы, что...
Дисковая пила — стальной диск с нанесенными на его окружности зубьями, которые могут представлять собой как напайки из твердого сплава так и непосредственно вырезаны (нарезаны) из самого корпуса дисковой пилы.
Заточку и доводку зубьев дисковых пил с твердосплавными напайками выполняют абразивными (карборундовыми) или алмазными кругами, а также комбинированно: предварительную (грубую) заточку выполняют абразивными кругами, а чистовую заточку и доводку — алмазными. Для экономии твердого сплава и шлифовальных кругов основную заточку следует вести за счет длины пластинки — по задней грани, а вспомогательную — по передней. Заточка по задней грани состоит из заточки по стальной части зуба под углом α+6°; чистовой заточки по пластинке твердого сплава под углом α+2°; доводки части пластинки, прилегающей к лезвию под углом α. Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом γ1 напайки пластинки на зуб и окончательной — по передней грани под углом γ (при чистовой заточке и доводке). Заточку и доводку необходимо вести при непрерывном охлаждении. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Алмазная заточка и доводка в 2…3 раза повышает стойкость инструмента и в 1,5…2 раза снижают расход твердых сплавов. Основные правила: заточка производится только на пластинке твердого сплава (под углом α+2°), максимальный припуск на заточку — не более 0,2 мм; доводка выполняется только по фаске (под углом α), припуск должен быть не более 0,05 мм.
На современных заточных станках, использующих комбинированный алмазный абразивный инструмент (две фракции зерен), заточка производится с непрерывным охлаждением за один проход при снятии припуска до 0,25 мм. Разработаны также твердосплавные пилы, в которых используются неперетачиваемые пластинки с двусторонней заточкой. Путем перестановки их используют с обеих сторон, а затем перерабатывают для изготовления новых острых пластин. Эта технология принципиально упрощает организацию инструментального хозяйства за счет его централизации и укрупнения специальных инструментальных предприятий.
Оформление задней поверхности (затылка) зуба. Если у фрезы задняя грань зуба плоская и заточка производится по этой задней грани параллельными слоями, то по мере износа зуба его задний угол α уменьшается и при достаточно большом числе переточек может стать недопустимо малым. Можно затачивать зуб по плоскости задней грани, сохраняя величину заднего угла. Но это приведет к уменьшению угла заточки β с потерей точности резца. Для обеспечения постоянства α заднюю грань затачивают по одной из трех кривых: по архимедовой спирали, по логарифмической спирали, по дуге окружности, проведенной из смещенного центра.
Для обеспечения нормальных условий работы тех участков контура лезвия зуба, которые лежат в плоскости вращения фрезы или близки к ней, создают угол бокового зазора посредством косой боковой обточки затылка зуба (тангенциальным поднутрением на 2…3° либо радиальным поднутрением на 0°3'…1°), как у зубьев строгальной пилы.
Заточка пил по дереву: заточка пилы по МДФ, заточка пилы по ДСП. Заточка пил по композитным материалам: заточка пилы по пластику, заточка пилы по ламинату. Заточка пил по металлу: заточка пилы по алюминию, заточка пилы по стали. Заточка алмазных пил.